
CASE STUDY | On-Stream Corrosion Inspection Survey using a High Temperature UT Probe
In-service, high-temperature corrosion surveying to maximise productivity, safety and plant availability
Overview
A solution was sought by a leading inspection services term contractor for one of their clients operating a large, mature petrochemical refinery in order to conduct in-service corrosion surveys across their facilities infrastructure. As part of a strategy to limit the amount of inspections within the turnaround window, the client needed a reliable on-stream Ultrasonic testing (UT) solution. UT is critical to the plant’s needs and is used extensively for corrosion surveys but the refinery includes assets with surface temperatures from 120°C to over 350 °C including gas boilers, pressure vessels and piping. An extra challenge for this site is that some of the ageing infrastructure exhibits poor surface conditions of the external steel surfaces. On-stream inspection of these assets requires transducers with efficient acoustic coupling, and which can reliably make high-temperature wall thickness measurements to prevent the need for unplanned shutdown and maintain productivity while reducing costs.

The Challenge
The primary challenges for the refinery were focused around:
- Transducers were required to operate continuously up to 350 °C to maximise productivity and reduce the need for duty cycling to measure the remaining wall thickness of the pipes in various refinery process units.
- Poor surface conditions of the external pipe surfaces historically gave unreliable or inaccurate readings.
- Regular surveys needed to be conducted while the plant was operational and running at high temperature.
The Solution
Ionix HS582i dual element, 5 MHz transducers based on the HotSense™ ultrasonic platform were applied with the contractor’s own industry standard UT flaw detectors making for immediate implementation.
- The HS582i transducers were chosen because of their wide operating temperature range; -55 to +550 °C (-67°F – 1022°F), reducing the need for intermittent cooling and re-calibrating (duty cycling) to reduce the inspection time and prevent the need for shutdown or isolation of assets.
- Strong, repeatable and reliable signal amplitude at high temperatures
- Increased wear resistance increased productivity and measurement collection up-time.
- Increased probe lifetime of up to 3 x that of standard probes reducing the overall inspection costs.
- Manufactured in compliance with international standards made it easy to fit directly into existing site UT inspection procedures and NDT professionals’ qualifications.
- Compatible with commercial high temperature couplants.

Execution & Results
- NDT operators placed HS582i transducers and UT step blocks on to the asset to be surveyed to soak to the same temperature before calibration. Calibration at the process temperature removes the need for compensation increasing measurement accuracy.
- Calibration and remaining wall thickness measurements were undertaken using conventional UT flaw detectors owned by the sites NDT team, allowing immediate integration without additional training or setup.
- Operating temperatures were approximately 120, 230 and 280°C, and work was undertaken on external pipe surfaces with fairly poor condition.
- Pipe sizes varied from NPS 2” up to NPS 48”.
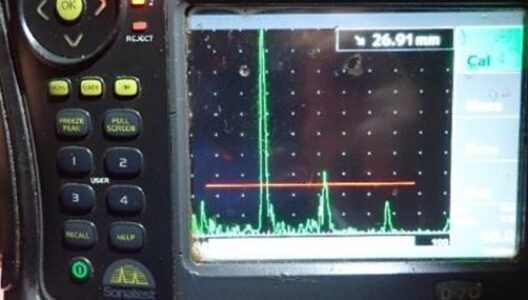
- The HS582i worked well with the Sonotest D50 and D70 flaw detectors utilising the built-on configuration settings.
- The calibration method using a test block placed on the hot pipe to be inspected was simple and easy to operate.
- The full programme of work was completed successfully on time with no probe failures.
Highlights
- Heat soaking the transducer and removing the need for duty cycling retained the calibration for longer periods, increasing the NDT operator’s productivity and minimising down time waiting for cooling and repeat calibration.
- The HS582i enabled the refinery site NDT team to increase the efficiency and productivity of their corrosion surveys without the need for shutdown, improving the safety and maintaining production at the site.
The Ionix probe delivered a strong and clear signal reducing the time spent at the asset and increasing the quality of the data collected.